
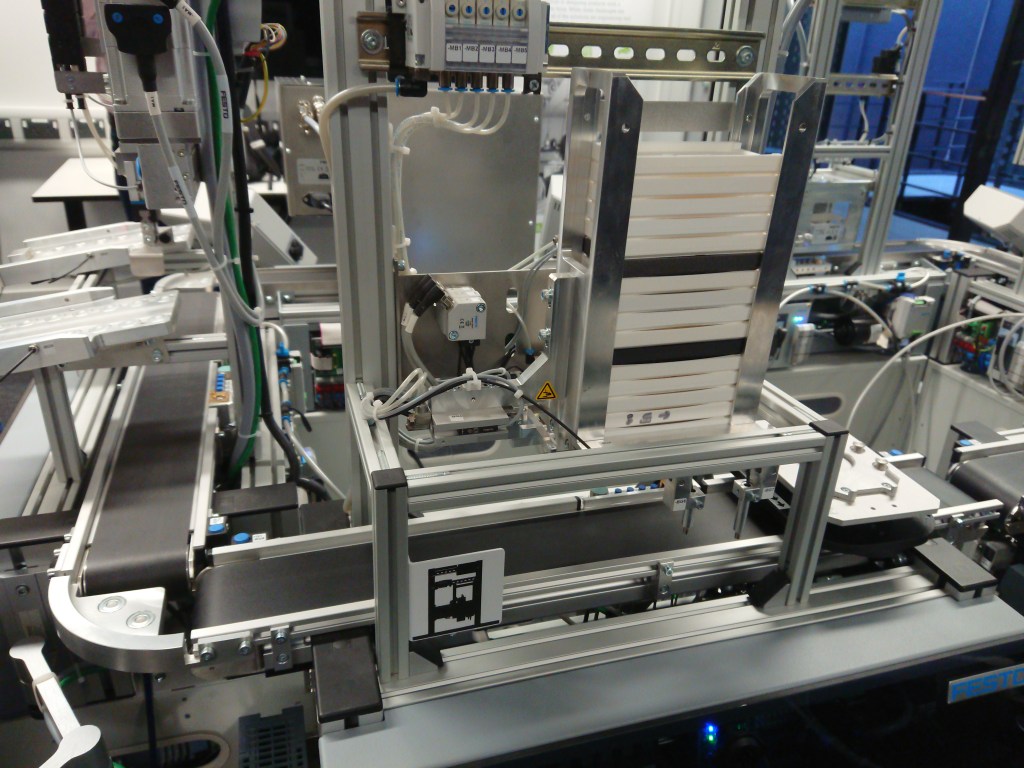
Following the printing of the prototype phone case back last week it was time to test it on the FESTO CP assembly line. Since there was only limited opportunities to test the part and many other suppliers wanting to test their parts we all had to collaborate and queue to take turns at testing. Fortunately, since the testing equipment functions as an assembly line it is well suited to processing parts in turn and the first module features a loader that is suited to loading over twenty cases in turn. This is seen below:
As so many visually similar parts were being processed at the same time it rapidly became apparent that a method of identifying each case would be required. This will be the subject of next week’s post.
The assembly line features the following stations:
1) Magazine Station: Where the parts are loaded one by one

2) Measuring Station: Where critical dimensions of the part are checked using laser distance sensors

3) Pick-by-Light Station: Where parts are indicated by lights for manual insertion into the product

4) Press Station: Where the phone case top is pressed into the base

5) Tunnel Furnace Station: Where the parts are heated

6) Workpiece Discharge Station: Where the parts are lifted away from the assembly line ready to be inspected.
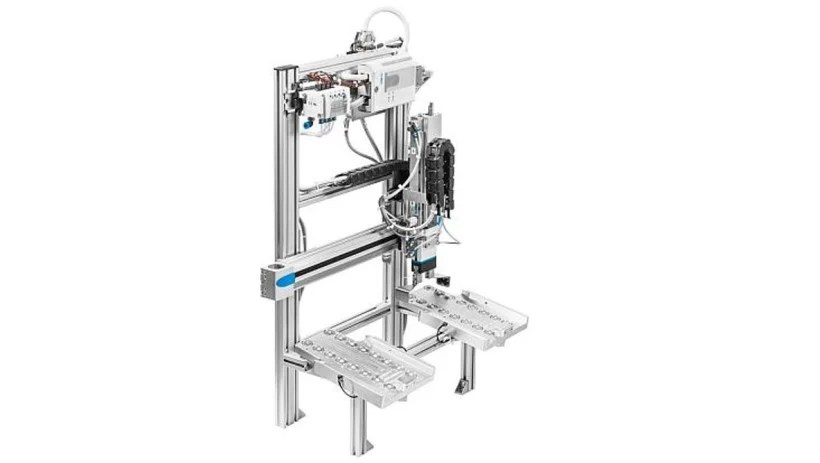
Between these stations the product is transported on a conveyer belt by a carriage as illustrated below:

Testing
When my part was reached it successfully passed the Magazine Station, the Pick-by-Light Station, the Tunnel Furnace Station, and the Workpiece Discharge Station. However, it failed both the Measuring Station and the Press Station.
These failures were investigated and it was determined that the part failed the measuring station due to an inconsistent print surface – when tested again in the measuring station it was found that if the part was moved slightly forwards or backwards in the carriage it could pass or fail the test. A visual inspection of the part corroborated this suspicion – as can be seen below, there appear to be gaps in the surface, likely caused by under extrusion.

The Press Station failure was likely caused by the part being slightly undersized, possibly due to the printer being incorrectly calibrated. This was tested by manually pressing the case parts together and they did appear to be too tight.
Both of these issues will be investigated further in week seven.
Next week the matter of traceability will be resolved.
