
In week five the first prototype case was tested on the Festo CP Lab assembly line, and unfortunately failed at two of the tests. This week the part will be examined against the engineering drawing to attempt to discover if it is following the specifications and the printing issues will be addressed.
The width and length of the part were measured to see if there was any reason to suspect an issue with the calibration of the 3D printer.

The width was found to be slightly less than the required 60 mm, but only very slightly.
The length was checked next:

Again it was only a very small error of 0.2 mm.
Since these errors were so small it was determined that there may be another issue at play. As mentioned in week five, the top surface of the print exhibited signs of under extrusion. This can be seen in the following image:

As there are consistent gaps in the print it appears that the printer is extruding less filament than required. Under and over extrusion is illustrated below:
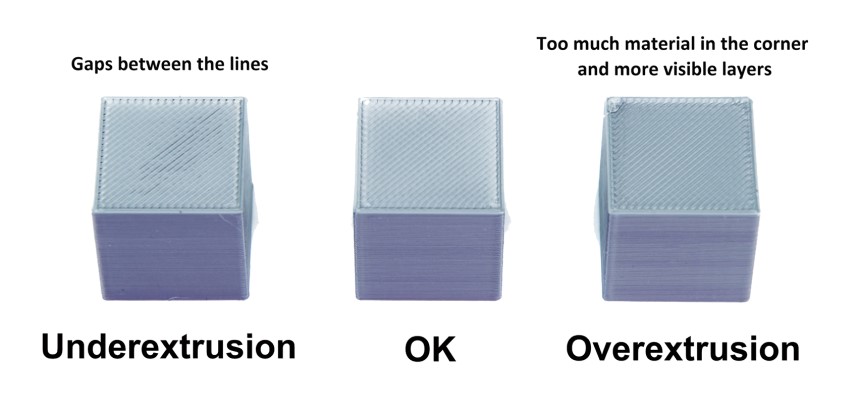
Under extrusion on a FFF printer may stem from various causes:
- Partial nozzle blockages
- Inconsistent filament diameter
- Mismatched nozzle and filament sizes
- Incorrect temperature settings
- Printing too quickly
- Excessive filament tension
- Worn or damaged printer components
Working through these possibilities it was determined that an incorrect temperature setting was most likely the cause, since generic PLA setting had been used when slicing rather than following the filament manufacturer’s data sheet. Once this setting had been changed to match the manufacture’s guidelines a test print was tried. This was a small cube similar to the ones shown above.
This correction was found to fix the issue and a further iteration of the prototype was produced, ready to be tested on the assembly line.
Next week the design will be tested again and then finalised.
